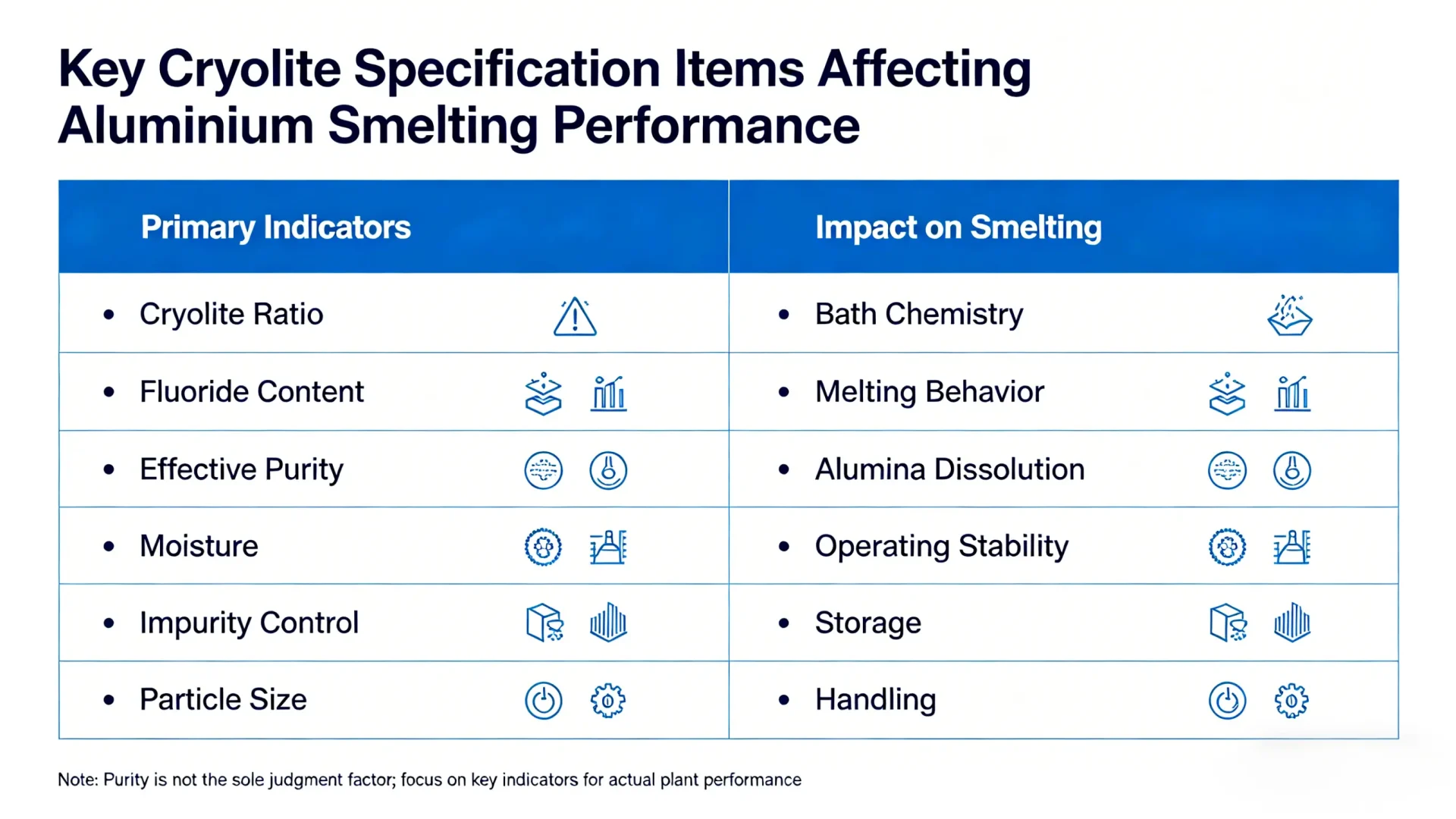
In aluminium smelting, not every value on a cryolite specification sheet has the same importance. Some indicators directly affect bath chemistry, melting behavior, alumina dissolution, and operating stability. Others mainly influence storage, feeding, and handling.
For that reason, cryolite should not be judged by purity alone. A useful specification sheet should help technical teams and procurement staff understand how the material is likely to perform in actual plant conditions.
In most smelting applications, the key indicators are cryolite ratio, fluoride content, effective purity, moisture, impurity control, and particle size. These usually matter more than a long list of secondary figures.
The Most Important Cryolite Specification Items
For smelting use, the most important items are usually the ones that affect the molten bath first. These values have the closest connection to real production results.
If these core parameters are not controlled well, other advantages shown on the specification sheet become much less meaningful in practice.
Molecular ratio
Cryolite ratio is one of the first parameters technical teams should review in aluminium smelting. In electrolysis literature, it usually refers to the molar ratio of NaF to AlF3, while some supplier datasheets also report NaF/AlF3 by weight as a product specification.
This distinction matters because the process concept and the product-sheet format are related, but not identical. In practical use, cryolite ratio affects bath condition, alumina dissolution, and overall process control.
A product may show acceptable chemistry on paper, but if the actual NaF/AlF3 balance does not match plant requirements, operators may still need frequent correction during use. In practice, stable ratio control usually supports more predictable melting behavior and steadier bath adjustment.
From a purchasing perspective, the key issue is not simply whether the ratio is listed. What matters more is whether it fits the intended process and whether it remains stable from batch to batch.
Fluoride content, purity, and moisture
After cryolite ratio, fluoride content and effective purity are usually the next values to review. These indicators help show how much of the material contributes to the intended bath chemistry and how much may become inactive load or impurity burden.
Fluoride content and Na3AlF6 content should be evaluated together with moisture and impurity limits, because a strong headline purity figure alone does not guarantee stable plant performance. A product may look acceptable by one main chemistry figure and still create plant-side problems if moisture control is weak or impurity management is loose.
Moisture deserves particular attention. Excess moisture can reduce storage stability, increase caking risk, complicate feeding, and make addition into a high-temperature system less controlled.
For this reason, fluoride, Na3AlF6, moisture, and impurity limits are better reviewed together rather than separately.
How Physical Properties Affect Plant Use
Chemical composition tells only part of the story. In actual plant conditions, physical properties often determine whether cryolite can be fed smoothly, stored safely, and used without interruption.
A material may look acceptable on paper but still perform unevenly if its physical form does not match the plant’s feeding system, storage conditions, or melting profile. This is why physical properties should be reviewed alongside chemistry.
Particle size and feed response
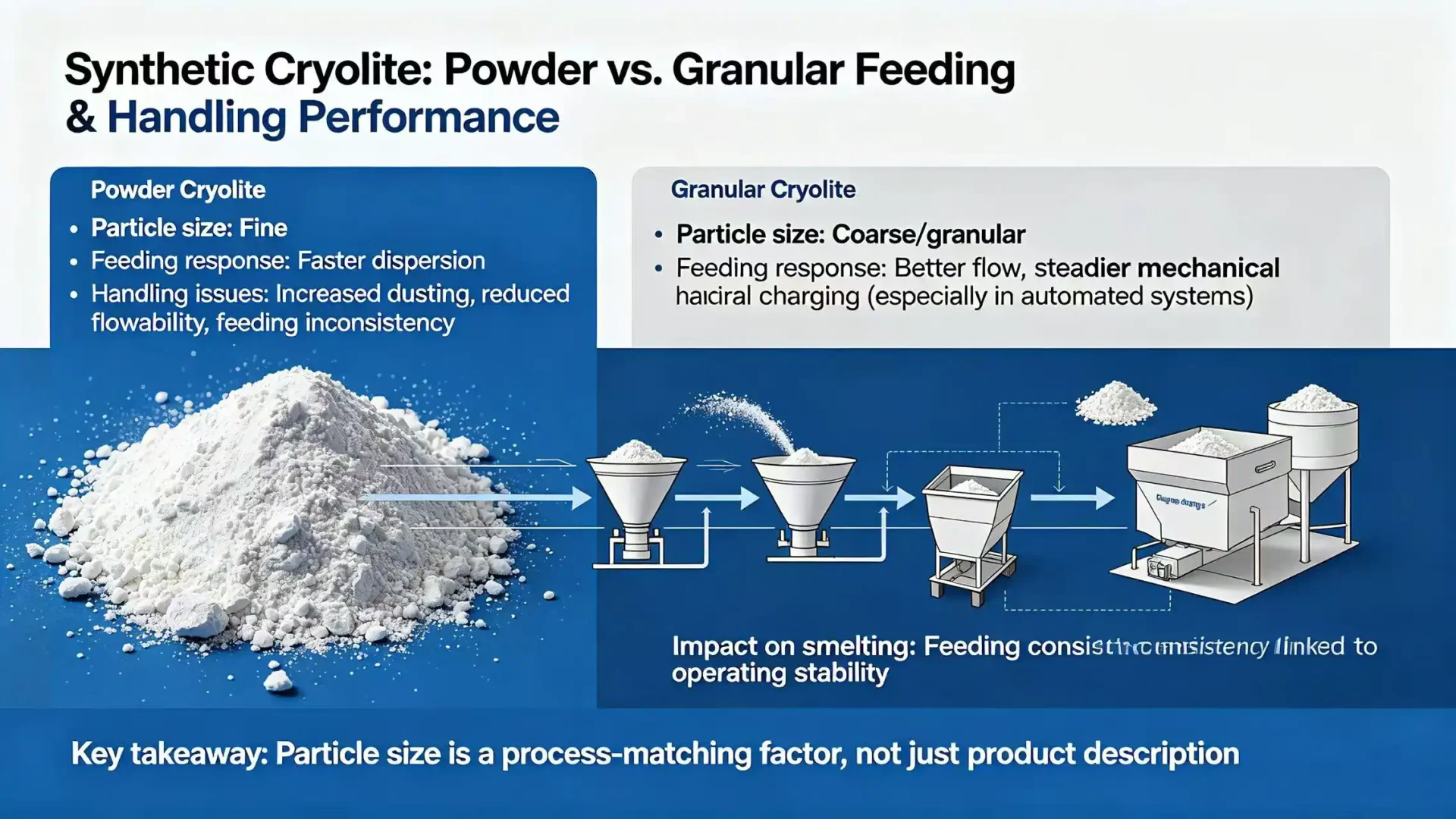
Particle size directly affects how cryolite moves through feeders, hoppers, and charging systems. Fine powders may disperse faster, but they can also increase dusting, reduce flowability, and create feeding inconsistency.
Coarser or granular grades often provide better flow and steadier mechanical charging, especially in automated systems. In smelting operations, this matters because feeding consistency is closely linked to operating stability.
If particle size does not match plant equipment, problems such as bridging, uneven addition, dust loss, or slower melting response may appear. For that reason, particle size should be read as a process-matching factor, not just a product description.
Bulk handling and storage behavior
Bulk density and particle distribution do not directly change bath chemistry, but they can strongly affect feeding consistency, storage behavior, and day-to-day operating stability.
This is where many purchasing reviews remain too narrow. Buyers may compare Na3AlF6 or fluoride content carefully, but overlook the physical characteristics that shape how the material behaves in bins, transfer lines, and dosing equipment.
Bulk density, fines level, moisture, and general flowability all matter here. Even a chemically qualified cryolite can become difficult to use if it packs tightly, absorbs moisture, generates excessive dust, or flows poorly through mechanical systems.
How to Read Specifications for Purchasing Decisions
A practical purchasing review should divide specification items into two groups. One group contains values that directly affect production results. The other contains values that may look secondary but often explain later operating problems.
This approach is usually more useful than comparing purity alone. It helps buyers and technical staff focus on the indicators most likely to affect plant performance after delivery.
Which indicators relate directly to production results
The indicators most directly related to production results are cryolite ratio, effective cryolite content, fluoride level, moisture, and key impurity limits.
These values are the closest to bath chemistry, melting response, and operating stability. For smelting-related grades, cryolite ratio is often the most process-sensitive parameter because it affects electrolyte balance.
Fluoride and Na3AlF6 help indicate whether the material can perform its chemical role efficiently, while moisture and impurity limits influence consistency and long-term control.
Which indicators are often overlooked in sourcing
The indicators most often overlooked in sourcing are moisture, LOI, fines content, bulk density variation, and minor impurity details outside the main chemistry headline.
These values are easy to ignore because they are less visible than purity or fluoride content. In practice, however, they often explain why a product that technically meets specification still performs unevenly in plant use.
A practical sourcing method is to review cryolite specifications in three layers: chemistry, impurity control, and physical handling properties. When these three layers are read together, the specification sheet becomes a more useful decision tool for both procurement and technical teams.
CTA
Need a cryolite grade matched to your smelting process? Contact us for specification-based recommendations on cryolite ratio, particle size, moisture control, and batch consistency.
FAQ
What is the most important cryolite specification for aluminium smelting?
For most smelting applications, cryolite ratio is one of the most important parameters because it directly affects electrolyte balance, bath condition, and process stability.
Does higher Na3AlF6 or fluoride content always mean better performance?
Not necessarily. Actual plant performance also depends on ratio suitability, impurity control, moisture level, and batch consistency.
Why do moisture and LOI matter when sourcing cryolite?
They affect storage stability, caking tendency, and feeding behavior. They should be reviewed together, but they are not the same indicator.
How does particle size affect cryolite use in a smelter?
Particle size affects flowability, dusting, hopper discharge, and feeding consistency. A suitable size range supports cleaner handling and more stable addition.
Should buyers compare cryolite products by purity alone?
No. A practical review should consider chemistry, impurity control, and physical handling properties together.