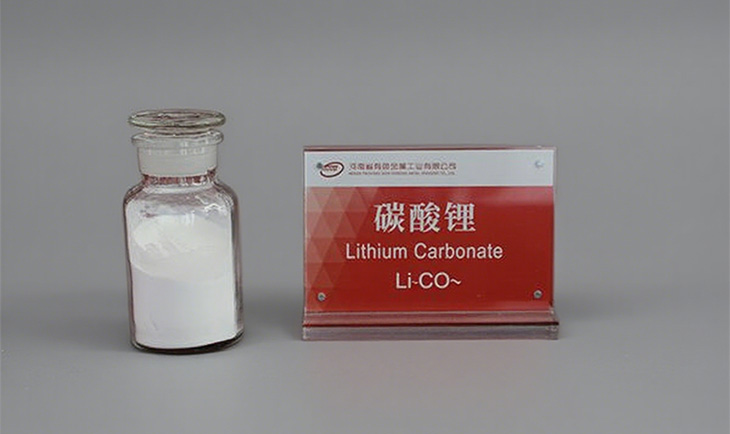
LiPF6 electrolyte occupies its position in commercial lithium-ion battery production not as the result of any single outstanding electrochemical property, but through a decades-long engineering selection process. Its prevalence reflects a combination of adequate ionic conductivity, electrochemical compatibility with aluminum current collectors, scalable synthesis routes, and a supply chain infrastructure that alternatives have not replicated at equivalent cost. Understanding this engineering context is the necessary starting point for evaluating why LiPF6 quality parameters matter — and what their variation means for battery performance at production scale.
How LiPF6 Enables Ionic Conductivity in Lithium-Ion Battery Electrolytes
Dissociation Behavior and the Electrochemical Basis of Conductivity
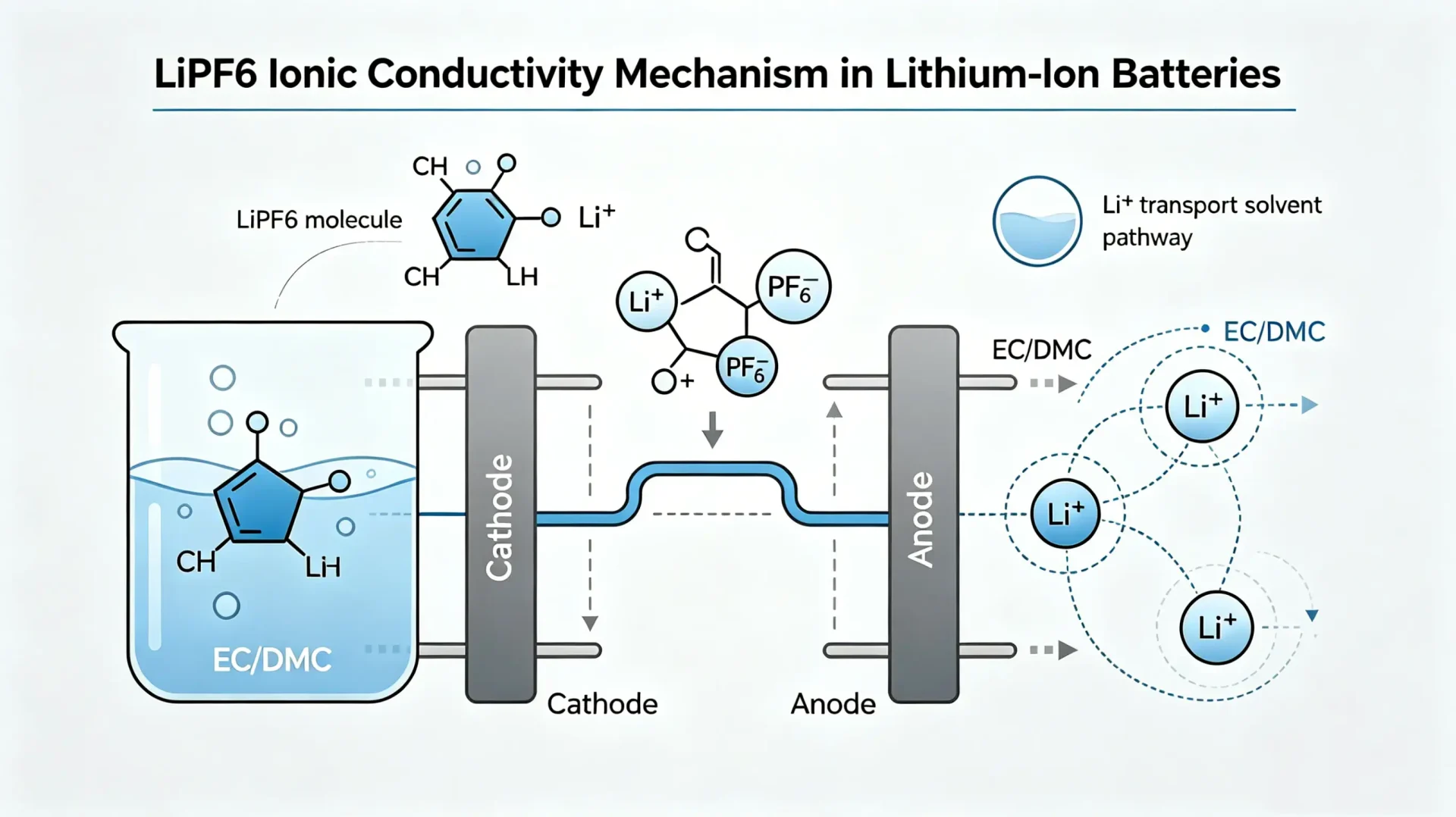
When LiPF6 dissolves in carbonate solvent systems — most commonly ethylene carbonate/dimethyl carbonate (EC/DMC), ethylene carbonate/ethyl methyl carbonate (EC/EMC), or ternary blends — it dissociates into Li⁺ and PF₆⁻ ions, providing the ionic conductivity that sustains lithium-ion transport between anode and cathode during charge and discharge.
Two structural factors drive this dissociation efficiency. First, the low charge density of PF₆⁻ weakens its ion-pair association with Li⁺, favoring dissociation at practical concentrations. Second, EC’s high dielectric constant in the liquid state (approximately 89, measured above its melting point of 36°C) creates the polar environment necessary to stabilize separated ions — far exceeding the dielectric constants of DMC (approximately 3.1) and EMC (approximately 3.0). EC is indispensable as a high-dielectric co-solvent for this reason; the low-viscosity linear carbonates provide fluidity but cannot replicate EC’s solvation capacity.
Commercial LiPF6 electrolyte formulations operate at concentrations of 1 to 1.2 mol/L — a range that balances ionic conductivity, viscosity, and electrochemical stability window. From a procurement standpoint, main content batch consistency translates directly into working concentration reproducibility. The 20 consecutive batch COA records for this product show main content uniformly at 99.98% against a customer specification of ≥99.95% — a result that removes batch-to-batch concentration variance as a formulation uncertainty.
Why LiPF6 Remains the Commercial Standard: Engineering Comparison with Alternatives
The persistence of LiPF6 as the dominant electrolyte salt reflects constraints that alternatives have not overcome at the commercial scale.
Lithium bis(trifluoromethanesulfonyl)imide (LiTFSI) and lithium bis(fluorosulfonyl)imide (LiFSI) offer superior thermal stability and improved low-temperature ionic conductivity. Their fundamental limitation at standard concentrations is aluminum current collector corrosion at the high potentials used in lithium-ion cathodes: TFSI⁻ and FSI⁻ anions do not form a stable passivation film on aluminum surfaces under these conditions, leading to ongoing metal dissolution. LiPF6, by contrast, maintains electrochemical compatibility with aluminum current collectors under normal operating conditions — a compatibility that derives in part from the surface chemistry of aluminum in fluorine-containing environments. This distinction is a determining factor in commercial cell design.
Lithium difluoro(oxalato)borate (LiDFOB) carries a significant cost premium and supply chain immaturity that preclude large-scale adoption under current market conditions.
The conclusion for industrial procurement is that LiPF6’s position is maintained by a set of electrochemical and commercial trade-offs that remain unresolved in available alternatives, not by the absence of alternatives.
LiPF6 and SEI Layer Formation: Mechanism and the Impact of Impurities
SEI Formation Mechanism and the Role of LiPF6
The solid electrolyte interphase (SEI) layer forms on the graphite anode surface during the first charge cycle, as electrolyte components undergo electrochemical reduction in the potential range of approximately 0.8 to 0.2 V vs. Li/Li⁺. This is a multi-step process involving both solvent and salt decomposition. LiPF6 contributes directly: PF₆⁻ reduction generates LiF and lithium fluorophosphate species (LixPFyOz), which constitute the inorganic inner layer of the SEI.
An effective SEI layer requires the cooperative function of two component classes. The inorganic components — principally LiF — provide chemical stability and electronic insulation, suppressing ongoing electrolyte decomposition at the anode surface. LiF’s own Li⁺ ion conductivity is low (approximately 10⁻¹³ S/cm); a purely inorganic SEI would present prohibitive impedance. The organic and semi-organic decomposition products derived from carbonate solvent reduction — including alkyl carbonates and oligomeric carbonate species — provide the Li⁺ transport channels that allow the battery to function. The LiPF6-carbonate solvent combination produces an SEI with an effective balance of these components, which accounts in part for its superior long-term cycling performance relative to many alternative electrolyte systems.
SEI layer quality governs cycle life, capacity retention, and thermal safety response. Because LiPF6 is a direct participant in SEI formation chemistry, its batch-to-batch quality consistency is a determinant of SEI reproducibility across production lots — a relationship that single-batch specification compliance cannot verify.
Metallic Impurity Interference with SEI Formation
The electrochemical reduction potentials of Fe²⁺, Fe³⁺, and Ni²⁺ are higher than the Li⁺ intercalation potential of graphite. When these ions are present in the electrolyte, they deposit on the anode surface preferentially during the first charge cycle, before lithium intercalation begins. This deposition competes with LiF for SEI formation sites, producing an inhomogeneous SEI with uneven ionic conductivity distribution across the anode surface. Deposited metal particles also act as catalytic sites for ongoing electrolyte decomposition, generating excess SEI material that consumes active lithium inventory and increases cell resistance progressively over cycling.
Ni²⁺ follows the same deposition mechanism. In NCM cathode systems, there is an additional pathway: Ni dissolution from the cathode surface under operating conditions migrates through the electrolyte to the anode, compounding the SEI disruption from any Ni present in the original LiPF6.
The industrial implication is one that specifications alone do not communicate: the effect of metallic impurities on SEI integrity and long-term cycle life is disproportionate to their absolute concentration. Consistent control within a tight sub-specification range — as demonstrated by Fe values of 0.22 to 0.44 ppm across 20 consecutive batches against a customer specification of ≤2 ppm — provides a materially different SEI consistency assurance than wide variation within the same specification band.
Thermal Instability and Hydrolysis of LiPF6: Reaction Pathways and Industrial Consequences
Thermal Decomposition Pathways and the Industrial Logic of Temperature Control
Solid-state LiPF6 has a decomposition temperature of 175 to 185°C. In solution, thermal stability is lower and varies with solvent composition, electrolyte concentration, and moisture content. The primary decomposition pathway is:
LiPF6 → LiF + PF₅
PF₅ is a strong Lewis acid. It reacts with carbonate solvents through ring-opening reactions, generating high-boiling decomposition products that degrade electrolyte performance. This process carries a self-accelerating character specific to the thermal pathway: PF₅-derived species catalyze further solvent decomposition, amplifying the consequence of any temperature excursion during storage or transport.
The industrial implications are direct. SDS requirements specify storage at ≤30°C and relative humidity ≤80%. For 1,500 kg drum shipments, thermal mass means that temperature control must be maintained throughout the logistics chain — not only at the point of dispatch. Specification compliance at the time of manufacture does not verify the thermal history of the material in transit. Temperature monitoring records during transport constitute a necessary component of incoming quality assurance for battery-grade LiPF6 electrolyte material.
Hydrolysis Mechanism and the Multi-Stage Industrial Consequences of HF
The hydrolysis reaction proceeds as:
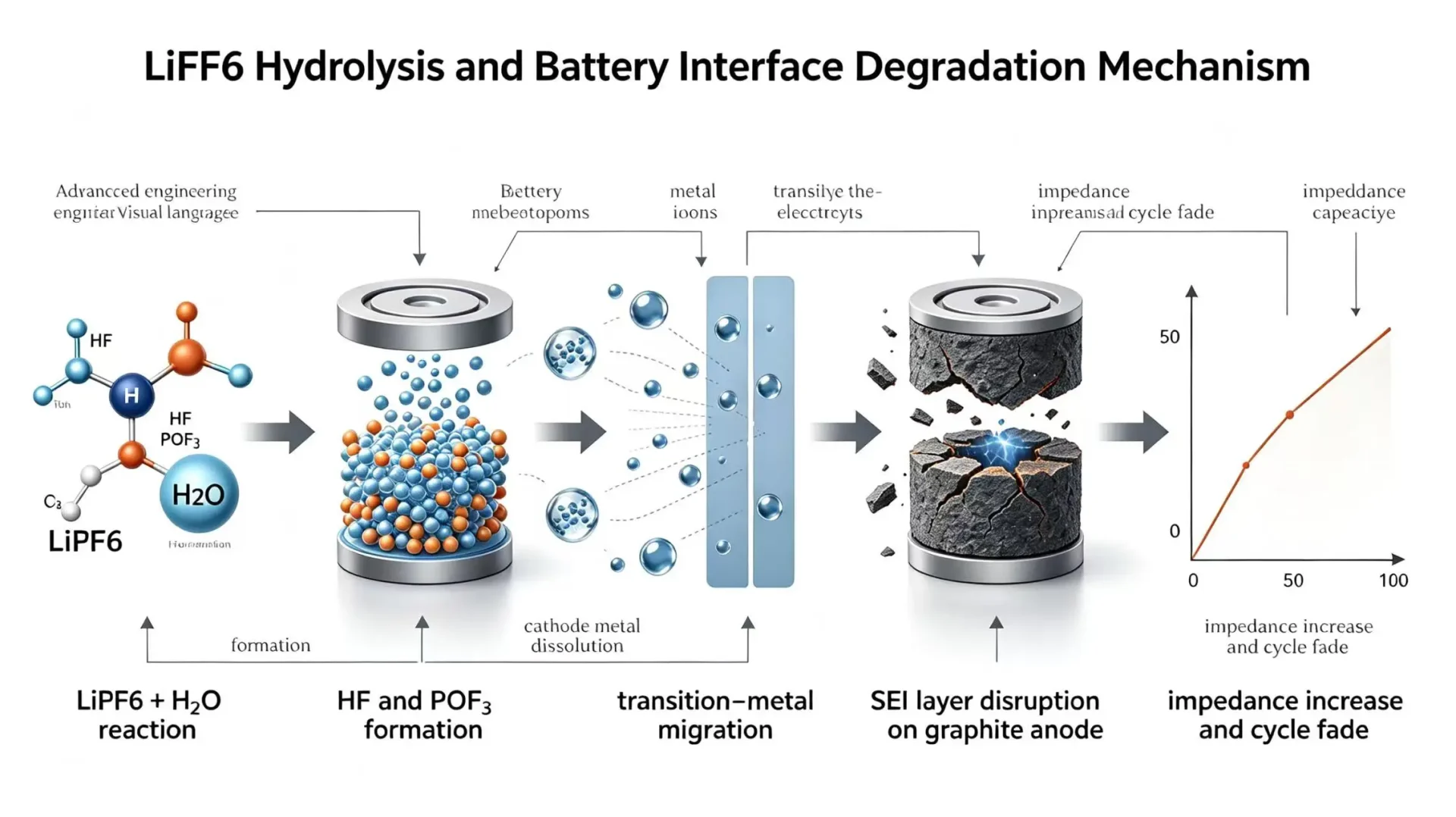
LiPF6 + H₂O → LiF + POF₃ + 2HF
HF generated by this reaction promotes further LiPF6 hydrolysis — a self-catalytic cycle distinct from the thermal decomposition pathway described above. The industrial hazard chain from HF operates across three pathways:
At the cathode: HF reacts with transition metal oxide surfaces in NCM and NCA cathodes, dissolving Mn, Ni, and Co ions. These ions migrate through the electrolyte to the anode, deposit on the graphite surface, disrupt SEI uniformity, and accelerate capacity fade through active lithium loss. This effect is cumulative and irreversible at the cell level.
At the current collector, HF reacts with the aluminum current collector surface to form AlF₃. This film provides limited passivation under normal operating conditions, but its protective effect diminishes at elevated potentials and high HF concentrations, and the AlF₃ layer itself increases interfacial impedance. The free acid specification of ≤60 ppm — with actual measured values of 53 to 58 ppm across 20 consecutive batches — represents the engineering balance between passivation chemistry and impedance control. It is not an arbitrary purity threshold.
At the anode: HF disrupts the distribution of LiF within the SEI inorganic layer, interfering with the cooperative function of inorganic and organic SEI components and reducing the mechanical resilience of the SEI during volume cycling.
POF₃, the co-product of LiPF6 hydrolysis, functions as an independent Lewis acid, reacting with carbonate solvents and contributing additional decomposition products that reduce electrolyte ionic conductivity over the cell operating life.
The moisture specification of ≤10 ppm — with actual measured values of 3.24 to 4.77 ppm (mean approximately 3.9 ppm) across 20 consecutive batches — provides a substantial stability margin. Batch-to-batch moisture consistency carries equal weight: moisture variation between deliveries shifts the total water budget of the electrolyte formulation, affecting the consumption rate of moisture-reactive additives such as vinylene carbonate (VC) and introducing performance variance that propagates through the formulation system. A supplier maintaining moisture consistently at 3 to 5 ppm delivers a fundamentally different formulation stability guarantee than one varying between 2 and 9 ppm within the same ≤10 ppm specification.
Mapping LiPF6 Quality Parameters to Battery Performance: An Industrial Reference
Quality Parameter Specifications, Mechanisms, and Performance Consequences
The following table presents quality parameters for this battery-grade LiPF6 electrolyte material, with actual measured ranges from 20 consecutive production batches, alongside the mechanistic basis and industrial performance consequence of each parameter:
| Quality Parameter | Customer Specification | Measured Range (20 Batches) | Mechanism | Industrial Performance Consequence |
|---|---|---|---|---|
| Main content | ≥99.95% | 99.98% (zero variance) | Determines effective working concentration | Formulation precision, conductivity reproducibility |
| Moisture (H₂O) | ≤10 ppm | 3.24–4.77 ppm | Triggers hydrolysis → HF and POF₃ | SEI disruption, current collector corrosion, additive consumption acceleration |
| Free acid (HF) | ≤60 ppm | 53–58 ppm | Cathode metal dissolution, Al passivation/impedance balance | Internal resistance increase, cycle life reduction |
| Fe | ≤2 ppm | 0.22–0.44 ppm | Preferential anode deposition, SEI site competition, catalytic decomposition | Accelerated cycle fade |
| Na | ≤2 ppm | 1.10–1.89 ppm | Alters effective ionic balance, reduces Li⁺ solvation efficiency | Formulation accuracy reduction, conductivity offset |
| Ni | ≤1 ppm | 0.10 ppm | Anode deposition; synergistic with NCM cathode dissolution pathway | Capacity fade, elevated safety risk |
Batch Consistency as an Industrial Variable: Procurement Evaluation Framework
Electrolyte formulations are calibrated to measured parameters from specific LiPF6 batches: moisture content determines the total water budget of the solvent system; free acid content determines the effective consumption rate of SEI-forming additives; Fe content informs pre-formation protocol parameters. When any of these shift between deliveries, formulation performance predictions become unreliable — requiring recalibration, additional quality verification, or acceptance of increased cell-to-cell variance.
The consequence chain is direct: LiPF6 quality variation → additive utilization rate change → SEI formation quality variation → cell performance batch inconsistency. This is why leading battery manufacturers require continuous batch records rather than individual COA documents. A single passing certificate demonstrates specification compliance at one point in time; it provides no information about process control capability or supply stability.
For procurement teams establishing or reviewing LiPF6 electrolyte supply relationships, the following framework applies:
- Request a minimum of six consecutive batch records covering moisture, free acid, Fe, Ni, and Na. Evaluate variation range as the primary criterion, not individual values
- Require packaging integrity documentation and transport temperature records as components of incoming inspection — not optional supplements to the COA
- Establish the supplier’s non-conformance response protocol in advance: identification speed, communication process, and resolution mechanism. This capability is a more reliable indicator of quality system maturity than an unblemished delivery history
FAQ
Why is LiPF6 still the dominant electrolyte salt?
LiPF6 balances ionic conductivity, aluminum current collector compatibility, scalable production, and commercial cost better than current alternatives. Other salts, such as LiFSI and LiTFSI, improve thermal stability but introduce aluminum corrosion or cost challenges.
How does moisture affect LiPF6 electrolyte stability?
Moisture triggers LiPF6 hydrolysis, generating HF and POF₃. These byproducts can accelerate cathode metal dissolution, damage SEI stability, and increase internal resistance over long-term cycling.
Why is free acid (HF) important in LiPF6 quality control?
HF reacts with electrolyte additives and influences SEI formation chemistry. Stable low-HF levels help maintain formulation consistency and reduce performance variation between battery batches.
Can trace metallic impurities really affect battery performance?
Yes. Even ppm-level Fe or Ni impurities can deposit on the graphite anode, disrupt SEI uniformity, and accelerate long-term capacity fade and resistance growth.
Why do battery manufacturers care about batch consistency?
A single COA only confirms that one batch passed the specification. Consistent moisture, HF, and impurity control across consecutive batches is more important for stable electrolyte formulation and predictable battery performance.
HNNM (Henan Non-Ferrous Metals Industry Co., Ltd.) supplies battery-grade LiPF6 sourced from Duofluoride Chemicals (002407.SZ), with original COA documentation and batch traceability support available upon request.